Aplicaciones
Inspección UTPA de baja frecuencia de GFRP
Industrias: Oil & Gas, Petroquímica, Generación de energía
Aplicaciones típicas: Bridas, Barras, hélices de turbina eólica, Cascos de barcos
Técnica de inspección: Barrido C codificado Arreglo de fases, Técnica basada en amplitud
En esta nota de aplicación nos centraremos en la inspección de plásticos reforzados con fibra de vidrio (GFRP), específicamente los utilizados en la fabricación de palas de aerogeneradores. Los defectos comunes en este material incluirán huecos / burbujas de aire atrapados en el epoxi (porosidad), deslaminaciones entre las capas de fibra, especialmente alrededor de áreas con cambios de espesor y daño al larguero debido a un exceso de tensión en las palas.


Inspección UTPA de baja frecuencia de GFRP
Características y beneficios
- Mayor cobertura de inspección
- Reducción del tiempo, ya que la inspección se puede realizar
- mientras las hélices están en la turbina.
- Mayor penetración utilizando un transductor de baja frecuencia
- Ligero y portátil
- Excelente señal / ruido para una imagen más clara


Procedimiento de inspección
El procedimiento de prueba se demostró en dos muestras como se muestra a continuación, las piezas que se inspeccionan son secciones de una pala de turbina eólica, ambas secciones tienen 2 espesores diferentes, 18,5 mm, 23,5 mm, 41,5 mm y 46,4 mm.
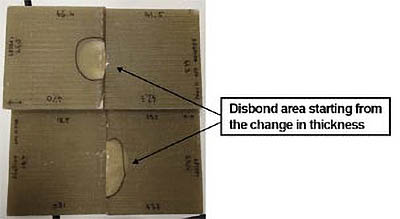

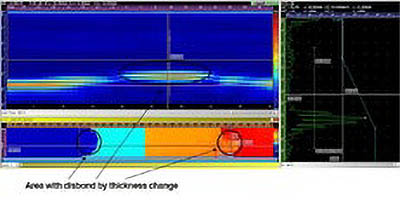
Los defectos comienzan en el área donde cambia el grosor y continúan hasta el lado más
grueso de las muestras.
Esquemas prácticos
Necesidad de una inspección con arreglo de fases
- La necesidad de inspección de las palas de las turbinas eólicas comienza en su fabricación y continúa a lo largo de su vida útil, ya que cada pala se somete a diferentes tensiones de su entorno.
- Durante el proceso de fabricación, puede producirse una delaminación, estos defectos a menudo se ocultan a la vista y necesitan ser inspeccionados por ultrasonidos. Las áreas comunes para la delaminación son alrededor de orificios perforados (para sujetadores) y alrededor de bordes / cambios de espesor.
- Otro defecto que se puede introducir durante la fabricación es la porosidad, se trata de un área o aire / aire.
- Burbujas que quedan atrapadas durante el proceso de inyección y curado de la resina.
- Durante la vida útil de una pala de aerogenerador, se deben realizar inspecciones para ayudar a descubrir nuevos defectos que puedan formarse, estos pueden incluir:
- Separación del larguero debido a un alto estrés.
- Daño por impacto de aves.
- Delaminación causada por demasiada flexión de las cuchillas durante el funcionamiento durante vientos fuertes.

Beneficios de la inspección
Las palas de las turbinas eólicas son artículos de alto valor, también son difíciles de transportar y cambiar. Por lo tanto, es muy importante que se realicen las inspecciones adecuadas, reduciendo la necesidad de cambiar las cuchillas innecesariamente y evitando fallas en el servicio. Con este método de prueba, la inspección se puede realizar mientras las palas están unidas a la turbina mediante un acceso por cuerda, lo que significa que no es necesario quitar las palas y llevarlas a una ubicación en el suelo, lo que reduce el costo y el tiempo de inactividad general.
No toda la delaminación serán fallas, al usar una matriz en fase, es fácil monitorear cualquier crecimiento en el tamaño de la delaminación, por lo tanto, se encuentra el momento adecuado para quitar o reparar la pala de la turbina.
La delaminación, las arrugas, el dimensionamiento y la caracterización de la porosidad se mejoran con UTstudio + e incluso se pueden dimensionar automáticamente con la anotación única de UTmap.
Conclusión
El transductor de matriz en fase de baja frecuencia de Sonatest, junto con una de nuestras unidades rápidas y capaces, proporciona una forma fácil de usar y confiable de garantizar una inspección minuciosa de NDT de las palas de las turbinas eólicas.
Debido a la versatilidad de nuestras unidades, se pueden realizar muchas otras inspecciones relacionadas con las turbinas eólicas, por ejemplo las soldaduras en los soportes así como la verificación de corrosión en áreas específicas.